Acero para herramientas trabajado en frío DIN 1.2363(X100CrMoV5)
Resistencia a la abrasión inigualable
El alto contenido de cromo (4,80-5,50 %) y molibdeno de la norma DIN 1.2363 forma carburos de cromo densos, que ofrecen una resistencia al desgaste un 30 % superior a la del acero D2 estándar. Esto lo hace ideal para matrices de corte y cuchillas de corte sometidas a altas cargas abrasivas.
Maquinabilidad de precisión y estabilidad
En estado recocido (≤255 HB), la norma DIN 1.2363 presenta una excelente maquinabilidad y rectificabilidad. Su baja distorsión durante el tratamiento térmico garantiza tolerancias ajustadas para herramientas complejas, como matrices de laminado de roscas e insertos de moldes de inyección.
Adaptabilidad industrial versátil
Desde herramientas de estampación automotriz hasta cavidades de moldes de plástico, la norma DIN 1.2363 se adapta a diversas aplicaciones. Su equilibrada tenacidad y resistencia al desgaste prolonga la vida útil de la herramienta en un 20 %, reduciendo el tiempo de inactividad y los costos de producción.
- HONGXIN
- Porcelana
- 30 DÍAS
- 8000TONELADAS/MES
- información
Guía completa del acero para herramientas DIN 1.2363 (X100CrMoV5)

1. DESDE 1.2363 Introducción al acero para herramientas
El DIN 1.2363 (X100CrMoV5) es un acero para herramientas de trabajo en frío con alto contenido de carbono y cromo, reconocido por su excepcional resistencia al desgaste, estabilidad dimensional y templabilidad profunda. Con una composición de 0,95-1,10 % de carbono, 4,80-5,50 % de cromo y 0,90-1,40 % de molibdeno, alcanza una dureza de 60-62 HRC tras el tratamiento térmico. Su distribución uniforme de carburo minimiza el desgaste de la herramienta en entornos abrasivos, lo que lo hace ideal para herramientas de corte de precisión, matrices de conformado en frío y componentes industriales sometidos a altas tensiones. Ampliamente utilizado en las industrias automotriz, metalmecánica y de moldeo de plástico, el DIN 1.2363 combina durabilidad y rentabilidad para aplicaciones exigentes.
| Tratamiento térmico | Normalizado; Recocido; Templado; Revenido | ||
| Estado de la superficie | Negro; Pelado; Pulido; Mecanizado; Rectificado; Torneado; Fresado | ||
| Condiciones de entrega | Forjado; Laminado en caliente; Estirado en frío | ||
| Prueba | Resistencia a la tracción, límite elástico, alargamiento, área de reducción, valor de impacto, dureza, tamaño de grano, prueba ultrasónica, inspección de EE. UU., prueba de partículas magnéticas, etc. | ||
| Condiciones de pago | Transferencia de dinero; Carta de crédito; Money Gram/ Paypal | ||
| Términos comerciales | FOB; CIF; C&F; etc. | ||
| Embalaje | Paquetes estándar o según solicitud del cliente | ||
| El tiempo de entrega | 30-45 días | ||
| Solicitud | AISI A2 es adecuado para aplicaciones tales como matrices de corte, calibres de bloque y anillo, acuñación, conformación en frío, matrices de recorte y conformación en frío, cizallas en frío, rodillos, moletas y herramientas de moleteado, piezas de máquinas, mandriles, punzones y placas de punzón, escariadores, cuchillas de corte y corte longitudinal, matrices de estampación y cintas de roscar. | ||
2. Gama de suministro de acero para herramientas DIN 1.2363
| Tamaño | Redondo | Diámetro 12-500 mm | |
| Placa/Plano/Bloque | Espesor 12 mm-500 mm | ||
| Ancho 210 mm-710 mm | |||
| Proceso | EAF+LF+VD+Forjado+Tratamiento térmico (opcional) | ||
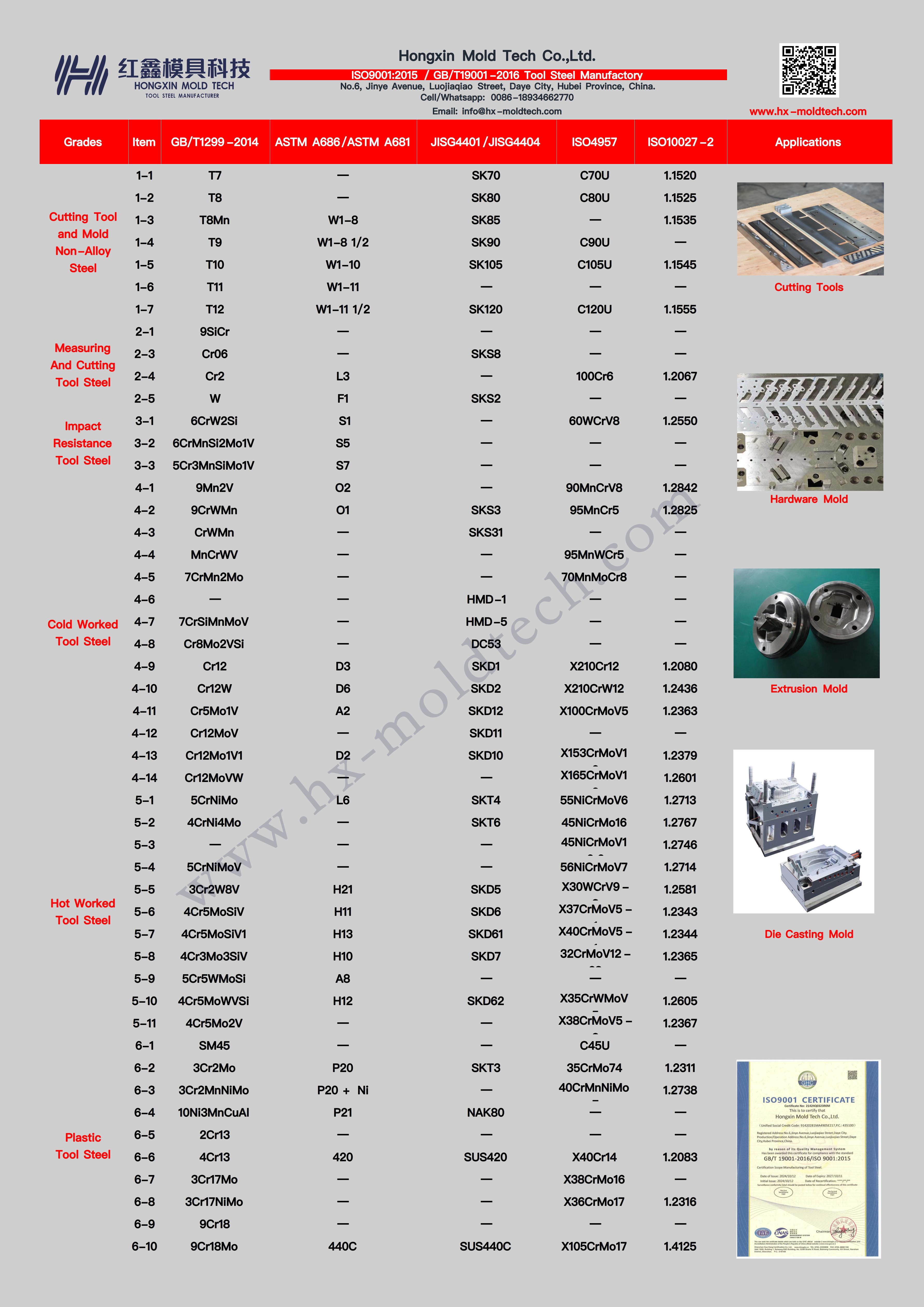
3. DIN 1.2363 Composición química del acero para herramientasEquivalentes globales
| País | Porcelana | Japón | Alemania | ciervo | Reino Unido |
| Estándar | GB/T 1299 | JIS G4404 | Norma DIN EN ISO4957 | ASTM A681 | BS 4659 |
| Calificación | Cr5Mo1V | SKD12 | 1.2363/X100CrMoV5 | A2/T30102 | BA2 |
| Calificación | do | Minnesota | PAG | S | Y | Cr | En | Para | ||||||
| A2/T30102 | 0,95 | 1.05 | 0.40 | 1.00 | 0.03 | 0.03 | 0.10 | 0,50 | 4.75 | 5.50 | 0,15 | 0,50 | 0.90 | 1.40 |
| 1.2363/ X100CrMoV5 | 0,95 | 1.05 | 0.40 | 0.80 | 0.03 | 0.03 | 0.10 | 0.40 | 4.80 | 5.50 | 0,15 | 0.35 | 0.90 | 1.20 |
| SKD12 | 0,95 | 1.05 | 0.40 | 0.80 | 0.03 | 0.03 | 0.10 | 0.40 | 4.80 | 5.50 | 0,15 | 0.35 | 0.90 | 1.20 |
| BA2 | 0,95 | 1.05 | 0.30 | 0,70 | 0.035 | 0.035 | . . . | 0.40 | 4.75 | 5.25 | 0,15 | 0.40 | 0.90 | 1.10 |
4. Propiedades físicas y mecánicas del acero para herramientas DIN 1.2363
Propiedades físicas
| Propiedad | Unidades métricas |
|---|---|
| Densidad | 7,80 g/cm³ |
| Expansión térmica (20-200 °C) | 11,5×10⁻⁶/°C |
| Conductividad térmica | 28,0 W/(m·K) |
Propiedades mecánicas
| Propiedad | Unidades métricas |
|---|---|
| Dureza (templado y revenido) | 60-62 HRC |
| Resistencia a la tracción | 1800-2100 MPa |
| Tenacidad al impacto (Charpy) | 10-15 J |
5. Tratamiento térmico del acero para herramientas DIN 1.2363
Alivio del estrés
Tras un rectificado o mecanizado intenso, se recomienda liberar la tensión del acero para herramientas A2 para reducir el riesgo de agrietamiento o distorsión durante los tratamientos térmicos posteriores. Calentar lentamente a 670-700 °C, remojar durante un mínimo de dos horas por cada 25 mm de sección y luego enfriar en el horno.
Recocido
Para evitar la descarburación, utilice un horno de atmósfera controlada o empaquete el acero en un recipiente sellado con material inerte. Para recocer el acero para herramientas A2 y obtener la dureza mínima, caliente lentamente a 899 °C (1650 °F) y manténgalo a esta temperatura durante aproximadamente dos horas por cada pulgada de sección transversal máxima. Enfríe el acero A2 a una velocidad de 20 °F (10 °C) por hora hasta 650 °C (1200 °F) y recaliente a 732 °C (1350 °F); manténgalo durante 3 horas por cada pulgada de sección transversal máxima; enfríelo en el horno a 20 °C por hora hasta 593 °C (1100 °F); luego enfríelo en el horno a 482 °C (900 °F) y enfríelo al aire.
Endurecimiento
Temperatura de precalentamiento: 1200–1380 °F (650–750 °C). Temperatura de austenitización: 1700 a 1780 °F (925 a 970 °C), pero generalmente 1720 a 1760 °F (940 a 960 °C).
Templado
Seleccione la temperatura de revenido de acuerdo con la dureza requerida tomando como referencia el gráfico de revenido.
Calentar uniformemente y a fondo hasta alcanzar la temperatura deseada y mantenerla durante 25 minutos por cada cm de espesor. El acero para herramientas A2 puede someterse a un doble revenido, tras un enfriamiento intermedio a temperatura ambiente. Revenir a 200 °C para lograr un equilibrio entre dureza y resistencia, o a 350 °C si la resistencia es más importante que la dureza. Se debe utilizar un tiempo mínimo de mantenimiento de 2 horas por cada pulgada de sección transversal mayor.
Temple
Baño de martemplado o lecho fluidizado a 360–430 °F (180–220 °C) o 840–1020 °F (450–550 °C) y luego enfriar al aire
Aire o atmósfera circulante
Horno de vacío con sobrepresión de gas en el enfriamiento
Aceite (sólo para herramientas pequeñas y sencillas)
6. Aplicaciones del acero para herramientas DIN 1.2363
La norma DIN 1.2363 destaca en aplicaciones de alta precisión y desgaste:
Herramientas para trabajo en frío:Matrices de corte, matrices de conformado y cuchillas de corte.
Herramientas de corte: Punzones de precisión, cuchillas de corte y matrices para laminado de roscas.
Componentes industriales:Placas de desgaste, rieles guía y accesorios de alta tensión.
Moldes de plástico: Insertos de alta dureza que requieren resistencia a la abrasión.
¿Por qué elegir DIN 1.2363?
Estabilidad dimensional superior y retención de bordes bajo cargas cíclicas.
20% más de vida útil en comparación con el acero D2 convencional.
Ventajas clave del acero DIN 1.2363
Resistencia excepcional al desgasteLos carburos con alto contenido de cromo proporcionan una excelente resistencia a la abrasión y al desgaste adhesivo.
Templabilidad profunda:Dureza uniforme en secciones transversales grandes debido al diseño de aleación optimizado.
Eficiencia de costos:Equilibra el rendimiento y la asequibilidad para una producción de volumen medio a alto.
7. Condiciones de entrega
Para barras forjadas o laminadas en caliente, generalmente la condición de entrega es forjada o laminada en caliente, recocida y torneada en bruto.
Para las placas forjadas en caliente, normalmente la condición de entrega es forjada en caliente, recocida y con superficie fresada.
Para la placa laminada en caliente, generalmente la condición de entrega es laminada en caliente, recocida y con superficie negra.


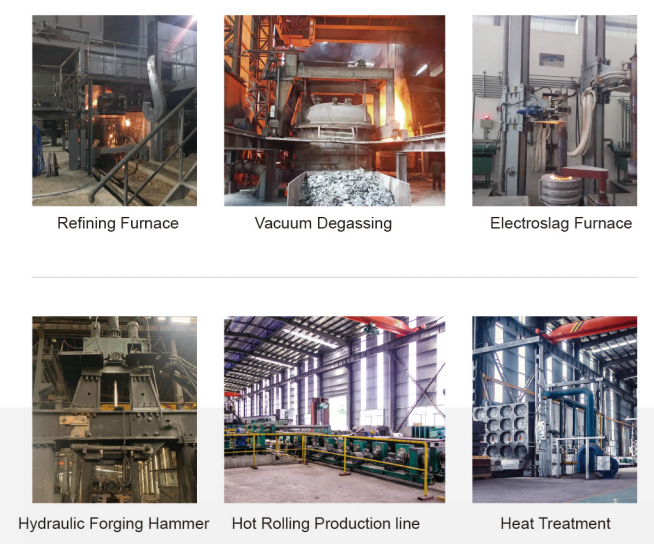
Hongxin Mold Tech Co., Ltd. posee 1 juego de línea de producción de laminación en caliente en un rango de tamaño de planos 8-80*210-710 mm, redondos 16-50 mm de diámetro.
12 juegos de martillos hidráulicos de forja de PCapacidad de carga de 560 kg a 6000 kg, que puede cubrir superficies planas de 40-300 x 210-710 mm.
8 conjuntos de EF+LF+VD
5 series de ESR
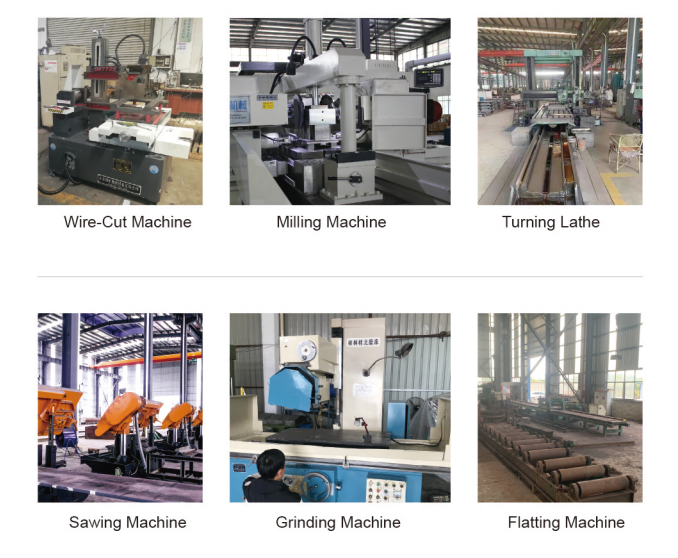
9 juegos de fresadoras
10 juegos de tornos
6 conjuntos de Fresadoras de precisión.

CERTIFICACIÓN: GB/T19001-2016/ISO9001:2015

Lista de productos



Q1:¿Es usted una empresa comercial o fabricante?
Somos La fábrica de acero para herramientas más grande de Daye y HuangshiPodemos proporcionar una amplia gama de productos de acero.
P2:¿Qué es el embalaje de exportación de barras redondas de acero de aleación?
Generalmente, agrupamos barras de gran diámetro y de pequeño diámetro a granel o según demanda del cliente.
Q3.¿Cuál es su MOQ?
Aceptamos pedidos pequeños, si está en stock, se puede aceptar cualquier cantidad.
Q4.¿Cuál es su plazo de entrega?
Depende del pedido real, alrededor de 20 a 35 días, o negociación.
Q5.¿Puede suministrarnos una muestra?
Sí, podemos. Tarifa de muestra según su tamaño.
P6:¿Qué certificados tienes?
Certificado ISO, ABS, BV, CCS, Dnv, Lr, Gl y Mill
Q7: ¿Cómo puedo obtener su cotización lo antes posible?
El correo electrónico y el fax se revisarán dentro de las 24 horas, mientras tanto, Skype, WeChat y WhatsApp Estará en línea en 24 horas. Envíenos sus requisitos, pronto encontraremos el mejor precio.