







Acero para herramientas de trabajo en caliente DIN 1.2365
Resistencia superior a la fatiga térmica
La matriz de cromo-molibdeno de la norma DIN 1.2365 garantiza una vida útil un 30 % mayor que la del H13 en entornos térmicos cíclicos (p. ej., fundición a presión de aluminio). Su dureza conservada (≥45 HRC a 600 °C) minimiza el agrietamiento y la deformación bajo ciclos repetidos de calentamiento y enfriamiento.
Maquinabilidad de precisión y acabado superficial
En estado recocido (≤229 HB), el acero presenta una excelente molibilidad y pulibilidad, logrando superficies de espejo para moldes de plástico de alto brillo. La mínima distorsión durante el tratamiento térmico garantiza la precisión dimensional en geometrías complejas.
Adaptabilidad industrial versátil
Desde matrices de forja para la industria automotriz hasta moldes para turbinas aeroespaciales, la norma DIN 1.2365 se adapta a diversas aplicaciones de alta temperatura. Su rendimiento rentable y la prolongada vida útil de las herramientas reducen el tiempo de inactividad de la producción, lo que la convierte en una excelente opción para los fabricantes.
- HONGXIN
- Porcelana
- 30 DÍAS
- 8000TONELADAS/MES
- información
Descripción general del acero para herramientas de trabajo en caliente DIN 1.2365
1. Introducción al acero para herramientas DIN 1.2365
El DIN 1.2365 (X37CrMoV5-1) es un acero para herramientas de trabajo en caliente de alto rendimiento, reconocido por su excepcional resistencia a la fatiga térmica y tenacidad. Con una composición de 0,35-0,42 % de carbono, 4,80-5,50 % de cromo y 1,20-1,50 % de molibdeno, alcanza una dureza de 48-52 HRC tras el tratamiento térmico. Su capacidad para mantener la dureza a 600 °C lo hace ideal para moldes de fundición a presión de aluminio, matrices de forja y componentes aeroespaciales. Ampliamente utilizado en las industrias automotriz, metalúrgica y de maquinaria pesada, el DIN 1.2365 combina durabilidad y rentabilidad en entornos con ciclos térmicos extremos.
| Tratamiento térmico | Normalizado; Recocido; Templado; Revenido | |
| Estado de la superficie | Negro; Pelado; Pulido; Mecanizado; Rectificado; Torneado; Fresado | |
| Condiciones de entrega | Forjado; Laminado en caliente; Estirado en frío | |
| Prueba | Resistencia a la tracción, límite elástico, alargamiento, área de reducción, valor de impacto, dureza, tamaño de grano, prueba ultrasónica, inspección de EE. UU., prueba de partículas magnéticas, etc. | |
| Condiciones de pago | Transferencia de dinero; Carta de crédito; Money Gram/ Paypal | |
| Términos comerciales | FOB; CIF; C&F; etc. | |
| El tiempo de entrega | 30-45 días | |
| Embalaje | Paquetes estándar o según solicitud del cliente | |
| Solicitud | Los aceros para herramientas ASTM H10 son adecuados para herramientas de trabajo en caliente altamente estresadas, principalmente para el procesamiento de aleaciones pesadas, tales como: Industria de extrusión: Matrices, revestimientos internos, vástagos, almohadillas de presión, mandriles para extrusión, Industria de forja: Matrices de conformación, Matrices de prensa, Mandriles de prensado, Industria de fundición a presión: Matrices para fundición a presión, insertos de matrices, hojas de corte en caliente, moldes para procesar latón y metales ligeros. | |
2. Gama de suministro de acero para herramientas DIN 1.2365
| Tamaño | Redondo | Diámetro 12-500 mm |
| Placa/Plano/Bloque | Espesor 8 mm-300 mm | |
| Ancho 210 mm-710 mm | ||
| Proceso | EAF+LF+VD+Forjado+Tratamiento térmico (opcional) |
3. Composición química del acero para herramientas DIN 1.2365 & Equivalentes globales
| Calificación | do | Minnesota | PAG | S | Y | Cr | En | Para | ||||||
| H10/T20810 | 0.35 | 0.45 | 0,20 | 0,70 | ≤ | 0.03 | 0.80 | 1.25 | 3.00 | 3.75 | 0,25 | 0,75 | 2.00 | 3.00 |
| 1.2365/ 32CrMoV12-28 | 0,28 | 0.35 | 0,15 | 0.45 | ≤ | 0.03 | 0.10 | 0.40 | 2.70 | 3.20 | 0.40 | 0,70 | 2.50 | 3.00 |
| SKD7 | 0,28 | 0.35 | 0,15 | 0.45 | 0.03 | 0.03 | 0.10 | 0.40 | 2.70 | 3.20 | 0.40 | 0,70 | 2.50 | 3.00 |
| BH10 | 0.30 | 0.40 | ≤ | 0.40 | 0.35 | 0.35 | 0,75 | 1.10 | 2.80 | 3.20 | 0.30 | 0,50 | 2.65 | 2,95 |
| País | Porcelana | Japón | Alemania | ciervo | Reino Unido |
| Estándar | GB/T 1299 | JIS G4404 | Norma DIN EN ISO4957 | ASTM A681 | BS 4659 |
| Calificación | 3Cr3Mo3V | SKD7 | 1.2365/32CrMoV12-28 | H10/T20810 | BH10 |
4. Propiedades físicas y mecánicas del acero para herramientas DIN 1.2365
Propiedades físicas
| Propiedad | Unidades métricas |
|---|---|
| Densidad | 7,8 g/cm³ |
| Expansión térmica (20-200 °C) | 11,5×10⁻⁶/°C |
| Conductividad térmica | 28 W/(m·K) |
Propiedades mecánicas
| Propiedad | Unidades métricas |
|---|---|
| Dureza (templado y revenido) | 48-52 HRC |
| Resistencia a la tracción | 1600-1800 MPa |
| Tenacidad al impacto (Charpy) | 25-35 J |
Estabilidad térmica:Mantiene una dureza ≥45 HRC a 600°C.
5. Tratamiento térmico del acero para herramientas DIN 1.2365
Recocido
Calentamiento lento y uniforme a 750 ~ 790 ℃, enfriamiento del horno a
600 °C a una velocidad de 10 a 20 °C/h, con enfriamiento posterior al aire. Dureza tras el recocido: máx. 205 HB. Se deben tomar las precauciones necesarias para evitar una carburación o descarburación excesiva.Alivio del estrés
600 a 650 °C (1112 a 1202 °F) Enfriamiento lento en horno; diseñado para aliviar las tensiones generadas por el mecanizado intensivo o en formas complejas. Tras el calentamiento completo, mantener en atmósfera neutra durante 1 o 2 horas.
Endurecimiento
DIN 1.2365 El acero es de temple muy profundo, y aunque puede utilizarse el temple en aceite cuando se requiere la máxima dureza, se recomienda el temple al aire para la mayoría de las aplicaciones. Es recomendable utilizar un baño de sales o un horno de atmósfera controlada para minimizar la descarburación. De no estar disponible, la temperatura de temple por paquete de la brea gastada suele estar entre 982 °C y 1037 °C.
1010 a 1050 °C (1850 a 1922 °F) Aceite, baño de sales (500-550 °C / 932-1022 °F), Tiempo de mantenimiento tras la igualación de temperatura: 15 a 30 minutos. Dureza alcanzable: 52-56 HRC
Templado
Calentamiento lento hasta la temperatura de revenido inmediatamente después del temple. Tiempo en horno: 1 hora por cada 20 mm de espesor de la pieza, pero al menos 2 horas. Enfriamiento al aire. Se recomienda revenido al menos dos veces. Un tercer ciclo de revenido puede ser ventajoso para aliviar tensiones. El primer revenido se realiza aprox. 30 °C (86 °F) por encima de la dureza secundaria máxima. El segundo revenido se realiza hasta alcanzar la dureza de trabajo deseada. La tabla de revenido muestra los valores promedio de dureza de revenido. El tercer ciclo se realiza para aliviar tensiones a una temperatura de 30 a 50 °C (86 a 122 °F) por debajo de la temperatura máxima de revenido.
6. Aplicaciones del acero para herramientas DIN 1.2365
La norma DIN 1.2365 se utiliza ampliamente en procesos industriales de alta temperatura:
Matrices para trabajo en caliente:Moldes de fundición a presión de aluminio/cobre, matrices de forja, herramientas de extrusión.
Moldes de plástico:Moldes de inyección de alto brillo que requieren estabilidad térmica.
Aeroespacial y Automotriz:Moldes de álabes de turbinas, matrices de componentes de motores.
¿Por qué elegir DIN 1.2365?
Resistencia a la fatiga térmica:Vida útil 30% mayor que H13 en cargas térmicas cíclicas.
Eficiencia de costos:Tiempo de inactividad reducido debido a la mayor longevidad de la herramienta.
7. Condiciones de entrega
Para barras forjadas o laminadas en caliente, generalmente la condición de entrega es forjada o laminada en caliente, recocida y torneada en bruto.
Para las placas forjadas en caliente, normalmente la condición de entrega es forjada en caliente, recocida y con superficie fresada.
Para la placa laminada en caliente, generalmente la condición de entrega es laminada en caliente, recocida y con superficie negra.


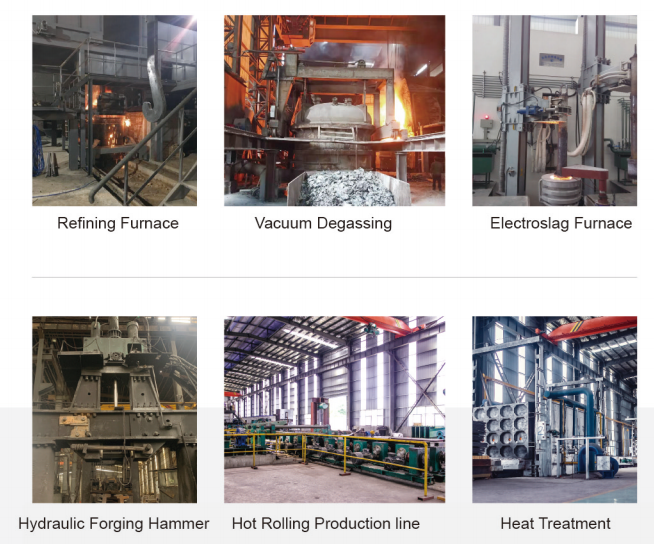
Hongxin Mold Tech Co., Ltd. es propietaria 1 conjunto de Línea de producción de laminación en caliente en un rango de tamaño de planos de 8-80 x 210-710 mm y redondos de 16-50 mm de diámetro.
12 juegos de martillos de forja hidráulicos de potencia desde 560 kg hasta 6000 kg que pueden cubrir superficies planas de 40-300 x 210-710 mm.
8 conjuntos de EF+LF+VD
5 series de ESR
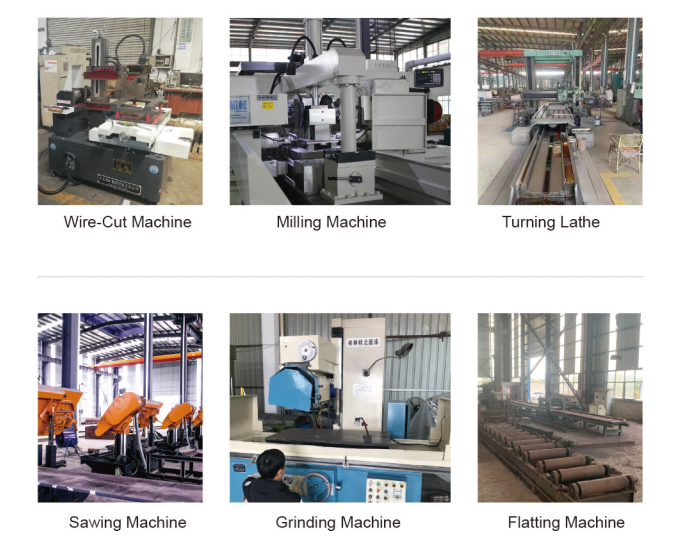
9 juegos de fresadoras
10 juegos de tornos
6 juegos de fresadoras de precisión.

CERTIFICACIÓN: GB/T19001-2016/ISO9001:2015




Q1:¿Es usted una empresa comercial o fabricante?
Somos La fábrica de acero para herramientas más grande de Daye y HuangshiPodemos proporcionar una amplia gama de productos de acero.
P2:¿Qué es el embalaje de exportación de barras redondas de acero de aleación?
Generalmente, agrupamos barras de gran diámetro y de pequeño diámetro a granel o según demanda del cliente.
Q3.¿Cuál es su MOQ?
Aceptamos pedidos pequeños, si está en stock, se puede aceptar cualquier cantidad.
Q4.¿Cuál es su plazo de entrega?
Depende del pedido real, alrededor de 20 a 35 días, o negociación.
Q5.¿Puede suministrarnos una muestra?
Sí, podemos. Tarifa de muestra según su tamaño.
P6:¿Qué certificados tienes?
Certificado ISO, ABS, BV, CCS, Dnv, Lr, Gl y Mill
Q7: ¿Cómo puedo obtener su cotización lo antes posible?
El correo electrónico y el fax se revisarán dentro de las 24 horas, mientras tanto, Skype, WeChat y WhatsApp Estará en línea en 24 horas. Envíenos sus requisitos, pronto encontraremos el mejor precio.
Si está interesado en nuestra empresa o nuestros productos, no dude en contactarnos para solicitar un presupuesto. Le damos una cálida bienvenida a nuestra fábrica.



